AI Enablement
How to Build an Enterprise AI Strategy That Actually Gets Executed
Enterprise AI strategies succeed when they are tied to business outcomes, backed by real governance, and built to move pilots into production.
Machine learning in manufacturing is the use of data-driven algorithms to analyze production, equipment, quality, and supply chain data in order to predict outcomes, detect anomalies, optimize operations, and improve decision-making across factory processes.
Manufacturing leaders are racing to adopt machine learning, and the numbers tell a compelling story. According to McKinsey's latest research, companies that implement machine learning in their manufacturing operations report 30-50% reductions in machine downtime and 15-30% improvements in labor productivity. Machine learning is more than just automation; it's an intelligent system that learns from data to make better decisions.
Machine learning in manufacturing represents a fundamental shift from reactive to predictive operations. Instead of waiting for equipment to fail or quality issues to emerge, smart factories anticipate problems before they happen. This technology analyzes patterns in production data, equipment sensors, and historical performance to optimize everything from maintenance schedules to supply chain logistics.
se predictive maintenance, intelligent quality control, and process optimization to reduce downtime, improve consistency, and drive measurable ROI across your factory operations.
Talk to an ExpertMachine learning transforms raw production data into actionable intelligence that improves manufacturing performance. Unlike traditional automation, which follows pre-programmed rules, ML systems learn from patterns in data to make predictions and optimize decisions. This technology analyzes everything from sensor readings and equipment logs to quality metrics and supply chain data.
The result is manufacturing systems that adapt, predict problems, and continuously improve their performance without constant human intervention. Understanding machine learning begins with recognizing how it differs from traditional automation and how it enables the creation of genuinely intelligent manufacturing systems.
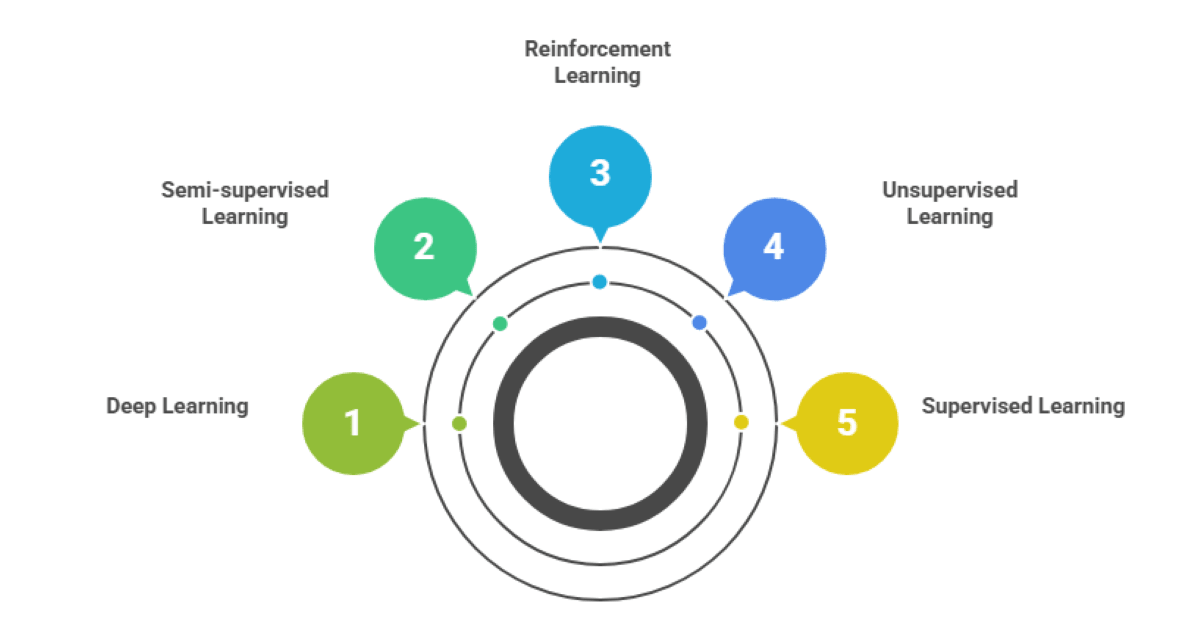
Different machine learning approaches solve distinct manufacturing challenges, from predicting equipment failures to optimizing production processes, each requiring specific data types and delivering its unique operational benefits.
This approach utilizes historical data with known outcomes to train predictive models. In manufacturing, it helps predict equipment failures, quality defects, and maintenance schedules by analyzing documented patterns from past operational experiences and results.
This type of learning discovers hidden patterns in data without predetermined outcomes or labels. It identifies anomalies in production processes, groups similar operational conditions together, and reveals unexpected correlations in complex manufacturing datasets that weren't previously visible.
Optimizes actions through trial-and-error interactions with manufacturing environments. It optimizes production parameters, robotic movements, and process controls by continuously testing different approaches and learning from performance feedback to improve outcomes.
Semi-supervised learning combines both labeled and unlabeled data to improve model accuracy effectively. This approach works well when obtaining labeled manufacturing data is expensive or time-consuming, but abundant unlabeled sensor data remains readily available.
Deep learning uses complex neural networks to process sophisticated data like images, audio, and sensor streams. It powers advanced computer vision systems for quality inspection and predictive maintenance applications that require highly sophisticated pattern recognition capabilities.
Understanding the distinction between artificial intelligence and machine learning enables manufacturers to select the most suitable technology solutions for addressing specific operational challenges and achieving their business objectives.
Artificial intelligence encompasses a broader range of automation capabilities, including computer vision, natural language processing, and robotics. In comparison, machine learning focuses on pattern recognition and predictive analytics derived from historical data.
AI systems often require multiple integrated technologies and extensive infrastructure. On the other hand, machine learning projects can start small with focused applications, such as predictive maintenance, before expanding to comprehensive solutions.
Machine learning requires large datasets for training accurate models. In contrast, AI applications often combine multiple data types, including images, text, and sensor readings, to create comprehensive, intelligent systems.
Machine learning powers predictive maintenance, quality control, and demand forecasting, while AI enables robot vision systems, voice-controlled interfaces, autonomous vehicles, and complex decision-making across multiple manufacturing processes simultaneously.
Machine learning projects typically yield measurable returns within 12-18 months, resulting in specific improvements. Whereas, AI implementations may require longer timeframes but deliver broader transformation across entire manufacturing operations.
These real-world applications demonstrate how machine learning transforms specific manufacturing challenges, delivering measurable improvements in efficiency, quality, and cost reduction across diverse operational areas.
Traditional maintenance follows fixed schedules or waits for equipment breakdowns. Machine learning, on the other hand, analyzes vibration patterns, temperature fluctuations, and performance metrics to predict when equipment needs attention. According to Deloitte research, this approach reduces unplanned downtime by up to 70% while extending asset lifecycles through optimized maintenance timing and lowering maintenance costs by 25%.
Computer vision systems powered by machine learning inspect products faster and more accurately than human quality controllers. These systems detect microscopic defects, color variations, and dimensional inconsistencies that might escape manual inspection. Research shows that ML-based defect detection can achieve 60% accuracy improvements and 30% productivity boosts while preventing defective products from reaching customers.
Machine learning improves demand prediction by analyzing multiple data sources, including historical sales, market trends, weather patterns, and economic indicators. Better forecasting reduces inventory carrying costs while preventing stockouts. Moreover, companies report 20-30% improvements in forecast accuracy using ML-driven demand planning, with Amazon achieving a 30% reduction in forecasting errors.
Manufacturing processes involve hundreds of variables that affect quality, speed, and resource consumption. Machine learning identifies optimal parameter combinations that humans might miss. For example, BCG research indicates that steel manufacturers using ML to optimize furnace temperatures and chemical compositions see yield improvements of 15-30% while reducing energy consumption.
Machine learning models predict production yields based on the quality of raw materials, equipment conditions, and process parameters. This capability helps manufacturers make informed decisions about batch processing, resource allocation, and quality expectations. Pharmaceutical and chemical companies, in particular, benefit from accurate yield predictions that reduce waste and optimize resource utilization.
Complex supply chains generate substantial data volumes about supplier performance, transportation routes, and inventory levels. Machine learning optimizes logistics by predicting delays, identifying bottlenecks, and suggesting alternative suppliers or routes. McKinsey research indicates that AI-powered supply chain optimization can reduce costs while enhancing delivery reliability, with inventory reductions of 30-50% possible.
Explore how machine learning can transform maintenance, forecasting, quality control, and supply chain performance.
Talk to an ExpertThe business case for machine learning extends beyond operational improvements to include strategic advantages that affect competitiveness and profitability.
Machine learning eliminates guesswork from manufacturing decisions by providing data-driven insights. Production scheduling becomes more accurate, resource utilization improves, and bottlenecks get identified before they impact throughput.
Predictive maintenance represents the most immediate ROI opportunity for machine learning in manufacturing. By shifting from reactive to predictive maintenance, companies reduce maintenance costs by 25-30% while increasing equipment availability.
Machine learning creates more consistent product quality by identifying subtle variations that affect performance. Real-time quality monitoring catches issues immediately rather than discovering problems during final inspection.
Cost reduction stems from multiple sources, including optimized energy usage, reduced material waste, improved labor productivity, and enhanced asset utilization. Machine learning finds cost-saving opportunities that traditional analysis might miss, such as optimal production sequences or energy-efficient operating parameters.
Supply chain optimization through machine learning reduces inventory costs, improves supplier relationships, and increases delivery reliability. Better demand forecasting means less safety stock, while improved logistics reduce transportation costs.
Machine learning enables manufacturers to meet their environmental targets by optimizing energy consumption, reducing waste, and enhancing resource efficiency. Intelligent systems pinpoint opportunities to utilize renewable energy, minimize chemical usage, and lower carbon emissions without compromising production goals.
Implementation success depends on understanding and addressing these common obstacles that can derail machine learning projects in industrial settings.
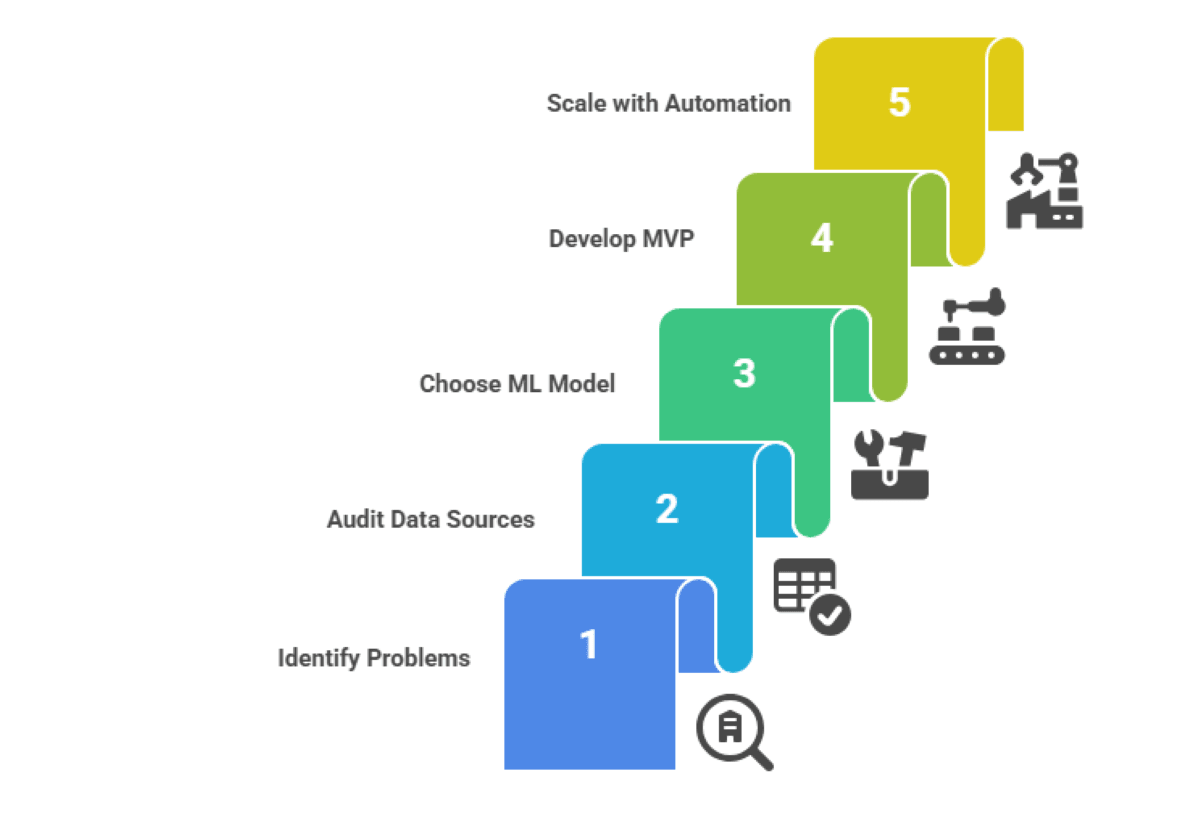
Successful implementation follows a structured approach that minimizes risk while building organizational capabilities and demonstrating value quickly.
Start with specific business problems that have clear success metrics. Predictive maintenance offers the clearest ROI, followed by quality control and energy optimization. Choose problems where data is available, and the cost of failure is high enough to justify investment.
Catalog available data from sensors, machine logs, ERP systems, and manufacturing execution systems (MES). Then, assess data quality, consistency, and accessibility, and identify gaps where additional sensors or data collection might be needed. This audit informs the technical architecture and project timeline.
Select tools and platforms based on your team's capabilities and specific use cases. Cloud-based platforms like AWS, Azure, or Google Cloud offer pre-built manufacturing solutions. Specialized industrial ML platforms provide domain-specific features but may require more technical expertise.
Build a minimum viable product that demonstrates value on a small scale. This might involve monitoring one production line or predicting maintenance for a single piece of equipment. Success with a limited scope builds confidence and provides learning experiences.
After proving the concept, expand to additional equipment, production lines, or use cases. Implement automated data pipelines, real-time monitoring, and feedback mechanisms that improve model performance over time. This scaling phase requires robust infrastructure and change management processes.
Manufacturing companies require partners who thoroughly understand both cutting-edge machine learning technology and the practical challenges of industrial operations.
Folio3 specializes in computer vision for quality inspection, anomaly detection for equipment monitoring, and predictive analytics explicitly tailored for manufacturing environments and operational requirements.
With 22+ years of experience, our team has successfully implemented ML solutions across diverse manufacturing sectors, ensuring seamless integration with existing systems without disrupting production workflows.
We start with your specific challenges, develop proof of concepts collaboratively, provide algorithm development with regular touchpoints, and deliver full deployment support, ensuring measurable results.
Discover how machine learning can help your manufacturing operation predict failures, improve quality, and optimize production at scale.
Talk to an ExpertPredictive maintenance is a common and successful application that utilizes sensors to monitor equipment vibration, temperature, and performance, thereby predicting failures before they occur. This approach has enabled companies like General Electric to reduce unplanned downtime by 40% while also cutting maintenance costs.
Machine learning algorithms analyze historical maintenance data, sensor readings, and equipment performance to identify patterns that precede failures. The system learns normal operating conditions and flags anomalies that indicate potential problems, enabling maintenance teams to schedule repairs proactively.
The three largest benefits are reduced downtime through predictive maintenance, improved product quality through automated defect detection, and lower operating costs through process optimization. Most manufacturers see ROI within 12-18 months of implementation.
Yes, cloud-based machine learning platforms and "as-a-service" models make the technology accessible for smaller manufacturers. Starting with focused applications like quality control or energy monitoring allows SMEs to prove value before expanding to more complex use cases.
Machine learning models can detect defects in real-time using image recognition and sensor data, helping to reduce human error, minimize rework, and ensure consistent product quality.
ML helps predict demand, manage inventory levels, and optimize logistics by analyzing sales trends, market behavior, and production capacity, leading to cost savings and faster delivery.
Automotive, electronics, pharmaceuticals, aerospace, and heavy machinery manufacturing are the top adopters due to their complex processes, tight tolerances, and need for automation.
Sensor data (IoT), historical production logs, maintenance records, quality reports, and environmental metrics are crucial inputs for training and refining ML models.
By monitoring usage patterns and predicting equipment load, ML algorithms can suggest optimal operating times, reduce peak loads, and help automate energy-saving protocols.
Data quality issues, a lack of skilled personnel, high initial investment, and system integration are common challenges; however, pilot projects and vendor support can help ease adoption.
Enterprise AI strategies succeed when they are tied to business outcomes, backed by real governance, and built to move pilots into production.
AI agents in ERP and CRM are intelligent software systems embedded within enterprise platforms to automate tasks, interpret business data, support decision-making, and execute workflow actions across functions such as sales, customer service, finance, operations, and planning.
Sports video analysis software is a digital coaching tool that helps teams capture, tag, review, annotate, and share game or training footage to evaluate performance, improve tactics, refine technique, and support faster, evidence-based coaching decisions.